Every packaging line runs on predictable vacuum, not promises. In small and medium food processing plants where tray sealing, pouch packing and intermittent chamber cycles are routine, the right pump choice matters. A Belt Driven Vacuum Pump (250 LPM, single-stage) sits in the middle of that balance — enough flow for multi-head or moderate-speed machines while keeping capital and operating costs under control.
Table of Contents
- Belt Driven Vacuum Pump (250 LPM, single-stage) in vacuum packaging
- How the pump works
- Key specifications for Belt Driven Vacuum Pump (250 LPM, single-stage)
- Why this type fits the application
- Operational benefits and real-life trade-offs
- Installation and common mistakes
- Maintenance and expected lifespan
- Choosing the right size or variant
- Frequently Asked Questions
- Conclusion
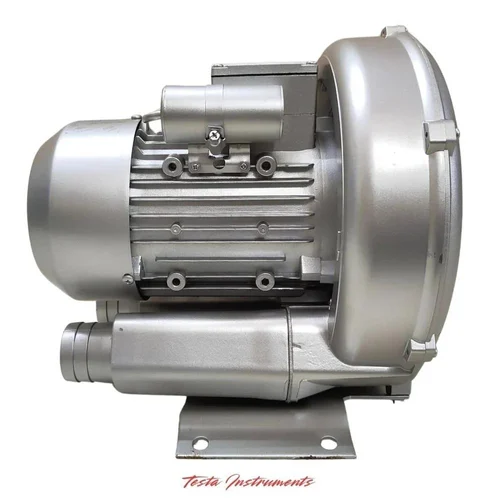
Belt Driven Vacuum Pump (250 LPM, single-stage) in vacuum packaging
In pack rooms where vacuum chambers, rotary table sealers or thermoforming lines run batches, a pump delivering around 250 litres per minute is a common choice. It clears the air out of the chamber quickly between cycles, reduces cycle time and keeps production moving. A belt-driven, single-stage unit is straightforward: the motor sits on a base and transfers power to the pump via a belt. That arrangement isolates motor vibration, simplifies replacement of drive components, and allows the motor to be sized independently of the pump, which can save money when motors are standard across a facility.
How the pump works
Think of the pump as a simple air mover that lowers pressure inside a sealed package chamber. In a belt-driven single-stage unit, the rotating assembly (the rotor and vanes or lobes inside the pump body) is driven by a pulley connected to the motor by a belt. As the rotor turns, it traps pockets of air and moves them from the inlet to the exhaust. Each rotation removes a fixed volume of air, so the pump’s flow at atmospheric pressure is predictable, measured in litres per minute.
Single-stage means there is one compression step between inlet and exhaust. For packaging work this commonly gives the level of vacuum needed — usually in the range where most sealers and thermoformers operate efficiently — without the added complexity or cost of a second stage. The belt drive allows a small reduction in speed to be achieved by pulley selection, which can help tune the pump to the application and reduce wear or noise where needed.

Key specifications for Belt Driven Vacuum Pump (250 LPM, single-stage)
When someone sends you a spec sheet, the numbers tell a story if you know how to read them. Here are the specs that matter and what they mean on the production floor.
Flow rate (LPM)
250 LPM is the measured free-air displacement at or near atmospheric pressure. In packaging, that number determines how quickly the chamber reaches the target vacuum between cycles. A higher LPM reduces cycle time and improves throughput; a lower one can bottleneck a busy machine. But actual effective pumping speed at the package depends on piping, fittings, and valve timing, so allow 10-20% margin when sizing.
Ultimate vacuum level
Single-stage belt pumps for packaging usually reach a vacuum level sufficient for sealers — commonly in the range of 50 to 200 mbar absolute depending on design. What matters here is the vacuum the packaging machine needs. More vacuum is not always better; some trays crush if the vacuum is too deep. Check the packaging material and product before specifying a pump solely on the lowest achievable pressure.
Duty cycle
These pumps are typically rated for continuous or heavy intermittent duty. For chamber packaging with constant sequencing, a belt-driven unit at 250 LPM handles long-run cycles well if it’s cooled and mounted in a ventilated area. Continuous operation demands attention to oil quality and temperature management on oil-lubricated versions.
Power requirement and drive
Motor power will depend on pulley ratios and pump efficiency. For a 250 LPM single-stage belt-driven pump expect a motor in the 1.5 to 3.0 kW range on oil-lubricated units, depending on the final vacuum level and load. The belt drive allows the use of a standard motor, which makes spare motor stocking simpler.
Noise level
Belt drives help reduce transmitted vibration, and appropriate mounts reduce airborne noise. Typical sound levels vary, but on the shop floor many operators report acceptable noise for adjacent packaging stations. If the plant has strict noise limits, consider sound enclosures or remote mounting.
Why this type fits the application
The 250 LPM single-stage belt-driven pump is a practical match for small to medium packaging lines. It offers predictable clearing times for single or multi-chamber machines and is mechanically simple to service. Because the motor is separate from the pump via a belt, maintenance tasks such as replacing a motor or adjusting belt tension can be done without touching the pump chamber itself. This reduces downtime compared with some compact integral designs.
At the same time, the design handles the typical packaging environment: intermittent loads, small condensate volumes from moist products, and the occasional suction of light particulates when filters are absent or poorly maintained. If your process produces large amounts of mist or particulates, or needs an absolute vacuum far below what a single-stage pump can reliably supply, consider a different topology or a multi-stage unit.
Operational benefits and real-life trade-offs
On day-to-day operations you will notice a few tangible advantages. The belt-driven layout reduces direct motor heat transfer to the pump, which can extend the working window before oil changes or thermal interventions are required. The single-stage design keeps moving parts to a minimum, lowering the number of wear items and simplifying spares inventory.
Energy use is efficient within its operating envelope; running the pump at its designed pressure and load gives good specific energy consumption. However, if you routinely need much higher vacuum levels, a single-stage will run harder and draw more current without delivering the additional performance you want. In that case a two-stage pump, or a rotary vane design sized differently, might be more efficient overall.
For many small processors the trade-offs are acceptable: easier maintenance, lower initial cost than multi-stage arrangements, and robustness in dusty or humid environments when fitted with proper filtration and separators.
Installation and common mistakes
Experienced engineers will tell you the biggest issues are almost never the pump itself but how it is installed. A few points from the field:
1) Keep the pump close to the packaging machine but not so close that heat or oil mist affects the operator area. Run the inlet piping short and sized to match the pump flange; long thin tubing kills effective pumping speed.
2) Fit a proper inlet filter and a condensate trap where product moisture is expected. Pumps with minimal filtration will ingest particulates and shorten vane or seal life. If you expect oil contamination in the airstream, use an oil separator and scheduled oil checks.
3) Belt tension and alignment are simple to overlook. A loose belt slips and wastes energy; an overtight belt stresses bearings. Check tension after the first 24 hours of operation and every month for the first three months.
4) Environment matters. These pumps prefer clean, ventilated areas. Excess dust, elevated ambient temperatures, or cramped cabinets without airflow will reduce service intervals. If noise or space constraints are critical, you can mount the pump remotely and use larger bore hoses to limit pressure drop, but keep the length reasonable.
Maintenance and expected lifespan
Maintenance is straightforward and mostly mechanical. An oil-lubricated belt-driven pump will need regular oil checks and periodic oil changes based on running hours and contamination level. Replace the inlet filter and condensate trap on a schedule; inspect the belt and bearings yearly or as recommended by the manufacturer.
Common practice in the field is to log running hours and base a simple service interval on them — for example, oil change every 1,500 to 3,000 hours depending on load and humidity. Bearings and seals are wear items; you will replace them occasionally rather than rebuild the entire pump. With proper maintenance you can expect many years of reliable service, but avoid blanket lifespan claims — real life varies with use.
Choosing the right size or variant
Selecting the correct model comes down to three questions: what vacuum level does the packaging machine require, how quickly do you need to evacuate the chamber (flow demand), and what duty cycle will the pump see?
If your packaging cycles are long and slow, a lower capacity pump can be adequate. If you run short cycle times on multiple chambers or need rapid evacuation for high throughput, the 250 LPM class provides headroom without jumping to much larger, costlier machines. If you anticipate heavy continuous operation — or you need deeper vacuum — consider a higher capacity model or a two-stage design.
Also check power availability. The belt-driven arrangement allows flexible motor selection, which is useful if your workshop standardises on particular motor sizes or if local supply constraints apply. Finally, consider ancillaries: inlet filters, oil mist separators, and vibration mounts. These will shape long-term reliability.
Frequently Asked Questions
What maintenance schedule should I follow for a 250 LPM single-stage belt-driven pump?
Start with oil checks weekly during the run-in period and monthly afterward. Replace oil every 1,500–3,000 hours depending on moisture and contamination. Check belt tension after the first day of operation and then monthly for the first three months. Filters and traps depend on usage but inspect them every 250–500 operating hours.
Can this pump handle wet products or occasional condensate?
Yes, with a proper condensate trap and separator. Small amounts of moisture are common in food lines; what accelerates wear is allowing condensate to circulate in the pump. Install a separator, drain it regularly, and consider a coalescing filter if product mist is present.
How does it compare to oil free options like diaphragm vacuum pumps or ring blowers?
Diaphragm and other oil-free pumps avoid oil contamination, which matters for some food applications. However, for higher flow at moderate vacuum, a belt-driven oil-lubricated pump at 250 LPM is often more economical and durable. Ring blowers and side channel blowers are oil-free but usually operate at different pressure ranges and are better for continuous lower vacuum or compression tasks. Choose based on required vacuum depth, contamination risk, and maintenance preferences.
Is Testa Instruments a reliable supplier for these pumps?
Testa Instruments manufactures vacuum and air-handling solutions and is trusted by thousands of customers across India. They offer spares and service networks that make it easier to keep a pump running with minimal downtime.
When you need to buy or inquire, a convenient place to check availability is the supplier page on IndiaMART. For direct, technical queries you can call the support line.
Direct enquiry support: 07949287697
Conclusion
For many food packaging lines the Belt Driven Vacuum Pump (250 LPM, single-stage) is the practical middle ground: it balances flow, cost and maintainability. It is straightforward to install, tolerant of the realities on a shop floor, and simple to service when routine checks are observed. Choose one when your chamber sizes and cycle times match its clearing capability, and remember that piping, filtration and mounting choices are as important as the pump itself.
Think of the pump as part of a quiet room of machines that together keep packages sealed and products preserved — unobtrusive but essential. With the right specification and a small maintenance routine, this class of pump will keep your line moving and your product protected.